













Factory video
From minerals to finished slabs
How Sintered Stone Is Made
See how mineral raw materials become large-format sintered stone slabs through controlled preparation, forming, drying, digital decoration, kiln firing, inspection and finishing—all inside our integrated production facility.
See the process in two ways
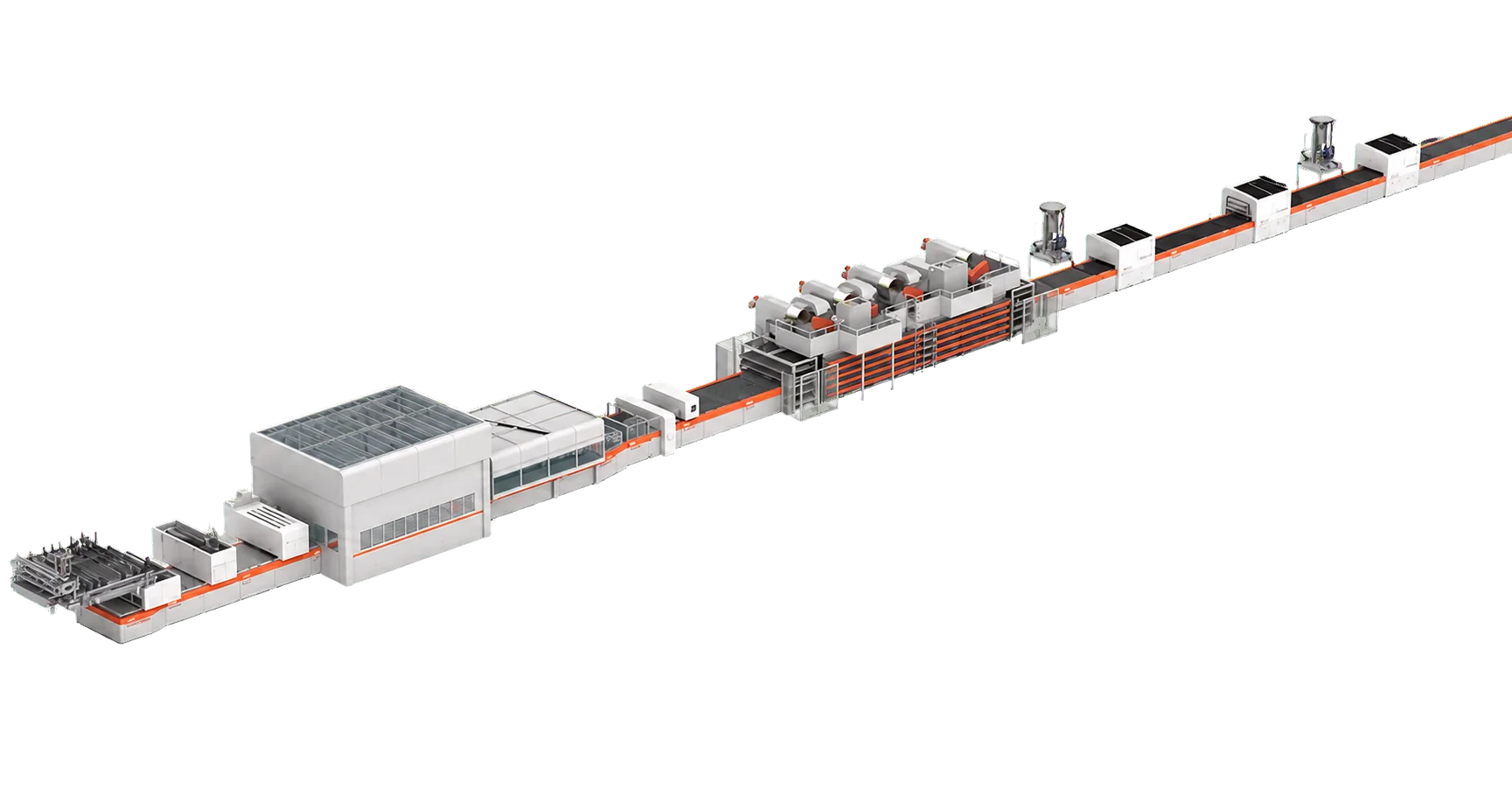
Watch the factory. Explore the line.
Follow real production in the factory video, then drag the 3D line to see how the major equipment connects from forming and drying to firing and finishing.
Interactive production line
18 production-to-dispatch steps
Inside Our 18-Step Manufacturing Process
Follow each slab through our factory, from incoming raw materials to export loading. Every step explains what happens, what our team controls and why it matters to a buyer.
Choose a production step
Scroll, drag, tap or use the arrow keys.
01 / 18

Step 01
Inspect Raw Materials
View the full step ↓
Step 01
Inspect Raw Materials
Mineral raw materials are identified, sampled and checked before they enter production.
Control point
Correct material, clean storage and no visible contamination.
Why it matters
Stable inputs make color and performance easier to repeat from batch to batch.

Step 02
Analyze the Composition
Laboratory checks confirm that the mineral mix is suitable for the planned body, color and firing route.
Control point
Each factory sets test limits for its own recipe and raw materials.
Why it matters
Unsuitable material can be stopped before it affects an entire production run.

Step 03
Prepare the Recipe
Approved minerals, plus any required pigments and additives, are measured for the selected product recipe.
Control point
Correct ingredient, correct batch weight and clear recipe records.
Why it matters
Accurate batching supports consistent body composition and shade.

Step 04
Wet-Grind and Mix the Slurry
In our controlled wet-milling process, the ingredients are ground with water to create an evenly mixed suspension called slurry.
Control point
Mix uniformity and slurry behavior.
Why it matters
Uniform slurry supports consistent spray-dried granules and stable forming.

Step 05
Test the Slurry
Technicians sample the slurry to check that it is even and can flow correctly through the next operations.
Control point
Factory-specific targets such as density, viscosity and particle distribution.
Why it matters
Stable slurry makes spray drying and forming more predictable.
Step 06
Sieve and Clean the Slurry
The slurry can pass through screens and magnetic separation equipment to remove oversized or ferromagnetic contaminants.
Control point
Screen condition, separator performance and clean slurry transfer.
Why it matters
Cleaning lowers the risk of dark spots and processing defects.

Step 07
Spray-Dry into Granules
The slurry is atomized into heated air to create free-flowing granules for forming.
Control point
Granule distribution and moisture within the approved process range.
Why it matters
Well-conditioned granules spread and compact more evenly.

Step 08
Condition the Granules
Before forming, the spray-dried granules rest in storage so their moisture becomes more even.
Control point
Storage time, moisture balance and contamination prevention.
Why it matters
Evenly conditioned granules help reduce density variation in the slab body.

Step 09
Form the Slab
The spray-dried granules are distributed and compacted on the forming line to create a large, unfired slab body.
Control point
Even feed, compaction, body integrity and thickness distribution.
Why it matters
Forming creates the structure that must survive drying, firing and fabrication.

Step 10
Dry the Green Body
Controlled drying removes remaining process moisture from the fragile unfired slab before firing.
Control point
Even moisture removal and no visible cracks or deformation.
Why it matters
Stable drying reduces the risk of damage when the body enters the kiln.

Step 11
Apply Surface Materials When Required
Depending on the design, a slab may receive an engobe, glaze, dry granules or another surface material before firing.
Control point
Clean surface, even application and the correct material for the product.
Why it matters
This is product-specific, and its position relative to digital printing can vary by line.

Step 12
Add Digital Decoration When Required
Digital printing can add stone, concrete, wood or custom visual effects to the prepared surface.
Control point
Pattern alignment, color control and clean print heads.
Why it matters
Printed decoration mainly creates the face design; exposed edges may look different.

Step 13
Fire the Slab
The slab moves through a kiln on a product-specific heating and cooling curve that densifies the mineral body.
Control point
Kiln profile, color development, dimensions and deformation.
Why it matters
There is no single universal firing temperature for every sintered stone product.
Step 14
Inspect the Fired Slab
After firing, the slab is checked before any optional polishing or edge finishing is completed.
Control point
Dimensions, flatness, shade, cracks and visible surface defects.
Why it matters
Early inspection prevents unsuitable slabs from moving deeper into finishing.

Step 15
Calibrate or Finish When Required
Polishing, calibration, rectification or factory edge grinding is completed only when the product specification requires it.
Control point
Finish consistency, final thickness, dimensions and factory edge condition.
Why it matters
Matte, textured and polished slabs do not all follow the same finishing route.

Step 16
Pack the Finished Slabs
Approved slabs are labeled, protected and secured in frames or crates suited to their size and transport plan.
Control point
Correct labels, protective contact points and stable packing.
Why it matters
Good packing helps reduce scratching, edge damage and receiving disputes.

Step 17
Store by Batch
Packed slabs are organized in the warehouse by product, shade, batch and order before dispatch.
Control point
Traceable labels, protected storage and accurate inventory records.
Why it matters
Batch control helps the correct slabs reach the correct project.

Step 18
Load and Secure the Shipment
The packed frames are positioned and secured for transport according to the load plan.
Control point
Quantity, frame position, restraints and container condition.
Why it matters
Correct loading limits movement and damage during international transport.
Process routes
What changes between product series
Our core manufacturing process remains tightly controlled, while body decoration, surface materials, digital printing and finishing are configured for each product design. Buyers can confirm the construction and finish of the selected series with our team.

01
Printed surface designs
Digital decoration creates the visible pattern near the face of the slab. Buyers should confirm edge appearance, pattern variation and bookmatch requirements before approving fabrication.
02
Full-body designs
Mineral distribution and pigments extend into the slab body, but not every full-body product reproduces the face pattern identically through its full thickness. Confirm the selected series.
03
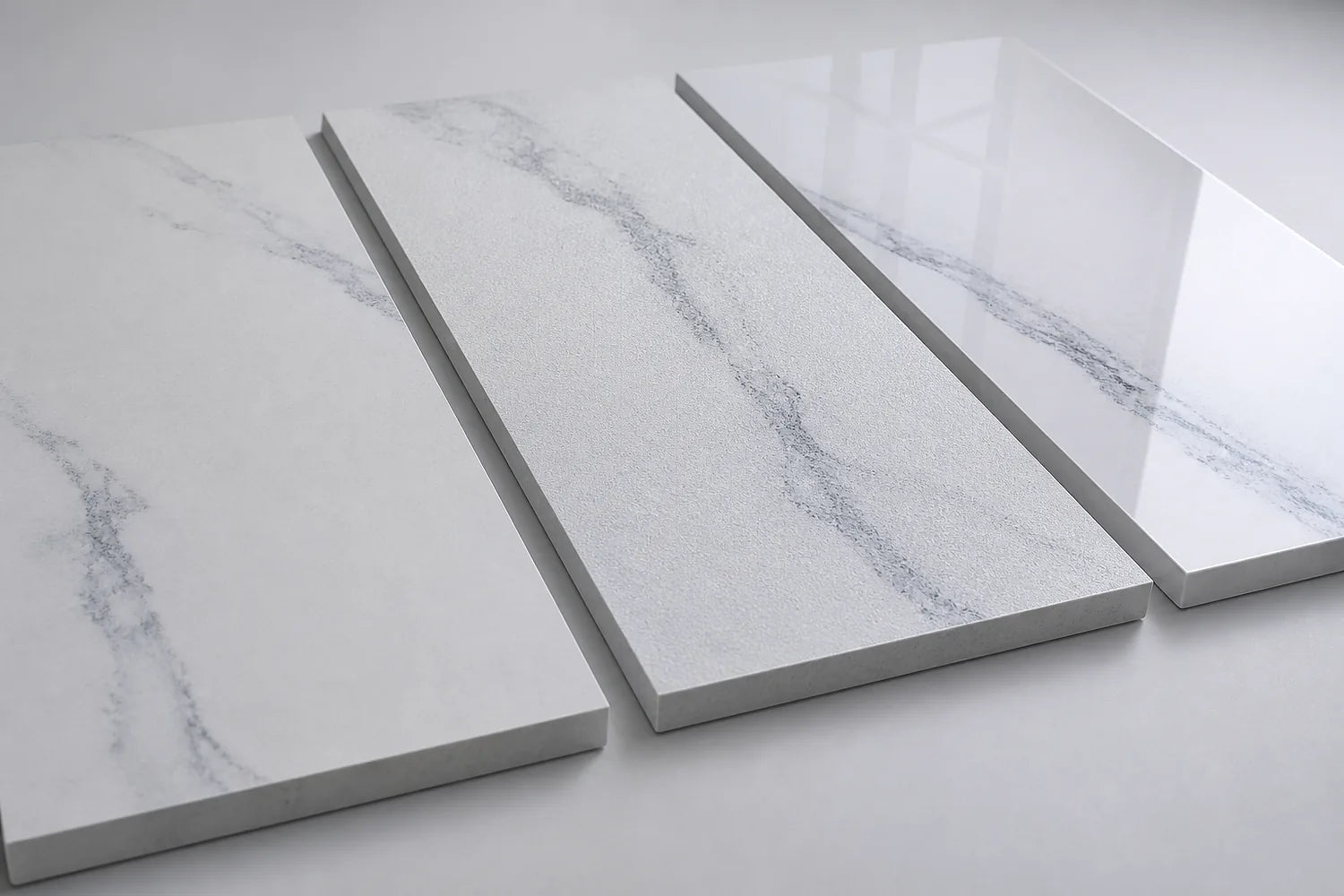
Matte, textured and polished finishes
Surface routes differ after firing. Polishing, calibration, brushing or other treatments are applied only where required by the target finish and product specification.
01 / 03
Quality checkpoints
Where production control affects the finished slab
The control plan should be matched to the product, finish and order specification. Test values and acceptance tolerances should come from current technical documents or an agreed inspection standard—not from unsupported universal claims.
| Checkpoint | Typical control focus | Buyer relevance |
|---|---|---|
| Incoming materials | Identity, contamination and suitability for the approved recipe. | Supports repeatable production but does not replace finished-product verification. |
| Material preparation | Mix or slurry uniformity, feed distribution and production moisture targets, as applicable. | Affects forming stability, density distribution and batch consistency. |
| Unfired body | Thickness distribution, visible damage and moisture before firing. | Helps reduce deformation and handling defects before the most energy-intensive stage. |
| Fired slab | Dimensions, flatness, shade, pattern, surface condition and finish as applicable. | These are the characteristics most directly reviewed during sample and batch approval. |
| Final order and packing | Quantity, labels, batch traceability, protective packing and loading condition. | Connects factory inspection with receiving and installation planning. |
Continue planning your sintered stone project
Open a folder to review the next planning decision, then continue to the detailed guide.
Order planning
Plan a factory-direct order
Confirm samples, batch approval, inspection scope, MOQ, packing and commercial terms before production.
Read the sourcing guideMaterial selection
Compare surface materials
Use the dedicated comparison page for application, maintenance and material-selection questions.
Compare materialsPacking & delivery
Prepare packing and shipping
Review export packing, loading options and international shipment planning for large-format slabs.
View shipping supportBuyer questions
Sintered stone manufacturing FAQ for project buyers
Clear answers to the manufacturing, product-selection and quality questions buyers ask before placing an order.
-
What is sintered stone made from?
Our slabs are made from controlled blends of mineral raw materials, including ceramic minerals and product-specific pigments. The exact recipe varies by series and is managed as part of the factory production specification.
-
Is sintered stone melted, poured or resin-bound?
Not in the manufacturing route shown here. The prepared mineral body is compacted, dried and densified during controlled firing. It is not cast as a liquid resin composite.
-
Does every product use the same decoration and finishing route?
No. Depending on the series, the design may use digital printing, surface materials, mineral distribution within the body, texture or a combination of methods. Polishing and other finishing operations are applied only where the selected specification requires them.
-
What does a full-body design mean?
Full-body means that colour, minerals or decorative effects extend into the slab body instead of existing only on the face. It does not automatically mean that every cut edge reproduces the surface pattern identically, so buyers should approve a physical sample of the selected series.
-
Why can colour and pattern vary between production batches?
Natural mineral inputs, pigments, decoration, firing and finishing can create controlled tone or pattern variation. For adjoining slabs, bookmatching or large continuous areas, approve the sample and confirm that the required material is supplied from the agreed batch and tone group.
-
Can slab size, thickness and finish be customized?
Available combinations depend on the product series, manufacturing plan, minimum quantity and downstream finishing requirements. Confirm the requested size, thickness, finish and usable dimensions with our team before quotation and production approval.
-
What should a buyer confirm before production starts?
Confirm the application, colour or series, surface finish, slab size and thickness, quantity, approved sample, acceptable batch variation, cutting or bookmatch requirements, inspection scope, packing method and delivery destination.
-
What technical information should a buyer request?
Request the current product data sheet, relevant test reports, actual size and thickness information, finish details, fabrication guidance, batch or tone identification, agreed inspection criteria and packing information for the selected series.
-
How should quality be checked before shipping?
The inspection plan can cover comparison with the approved sample, dimensions, thickness, flatness, tone, pattern, surface and edge condition, quantity, labels and packing. Methods, viewing conditions and acceptance tolerances should be agreed before production.
Need production and quality details for a project?
Send your application, slab format, thickness, finish, quantity and delivery destination. We will help confirm the relevant product and inspection information.